- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

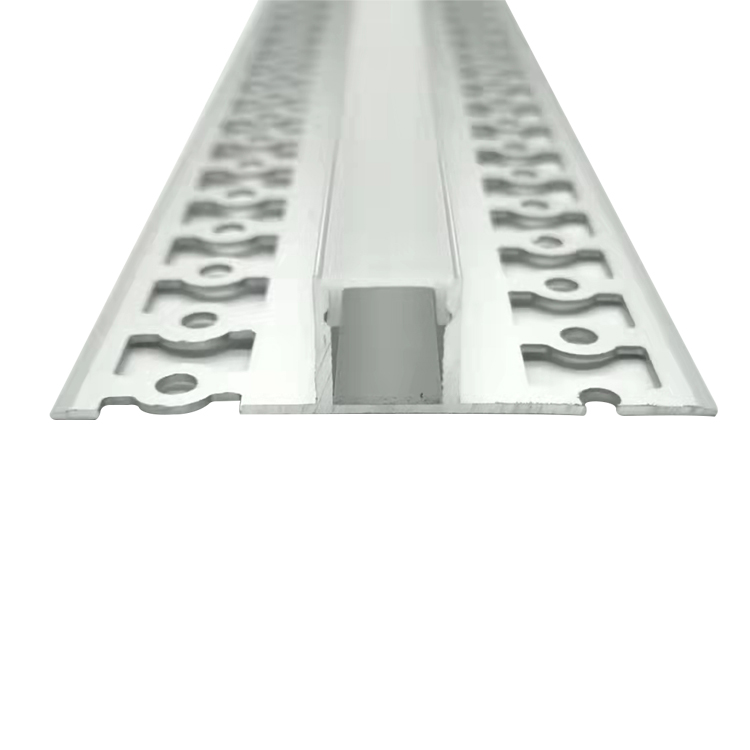
Precautions for aluminum profile extrusion molds - the first part
These is the first part of precautions for aluminum profile extrusion molds.
(1) Use advanced instruments to detect the dimensional accuracy, hardness and surface roughness of the mold online and offline. Molds that have passed the inspection and acceptance are registered and put on the shelves in the warehouse. When using, take out the polishing mold hole work belt, and assemble and inspect the guide mold, profile mold, and mold pad. If they are confirmed to be correct, send them to the machine for heating;
(2) Heating temperature requirements before the aluminum profile extrusion tool is put on the machine: extrusion barrel: 400~450℃, extrusion pad: 350℃, die pad: 350~400℃, flat die: 450~470℃, split die : 460~480℃, the holding time is calculated according to the thickness of the mold (l.5~2 minutes/mm);
(3) The heating time of the aluminum profile extrusion tool die in the furnace is not allowed to exceed 10 hours. If the time is too long, the die hole working belt will be easily corroded or deformed;
JE is a factory specializing in LED aluminum extrusion profile, for more details, please refer to:
www.jeledprofile.com
Or please contact: sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163
Previous:LED linear light connection distance